致力于污泥低温干化系统研发与智造
全国咨询热线:技术:18765683336
有限公司")

简介:
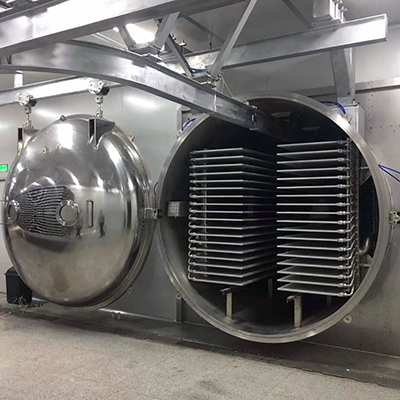
箱式污泥烘干机更是在拥有除湿热泵干化系统上做到了更加的小巧,操作也更简单、能效比超高。
污泥除湿热泵烘干减重系统,解决了传统设备能耗高、效率低、二次污染等问题,采用全密封结构,循环利用热量,并采用负压设计,真正做到了低能耗、高效率、无臭气、无粉尘、无安全风险,减量可达80%以上,污泥含水率可降至10%以下,适用于更加苛刻的污泥烘干减重处理,便于后期资源循环利用,广泛应用于电镀、制药、钢铁、石油、化工、印染、皮革等行业。
设备原理:
除湿热泵污泥干化系统是利用除湿热泵对污泥采用热风循环冷凝除湿烘干;其中除湿热泵作为干化机的动力源,不需要增加额外的热源,实现节能目的。而除湿热泵烘干是利用制冷系统使来自干燥室的湿空气降温脱湿同时通过热泵原理回收水分凝结潜热加热空气达到干燥物料目的。除湿热泵是除湿(去湿干燥)加热泵(能量回收)结合,是干燥过程中能量循环利用。新研发的箱式污泥烘干机更是在拥有除湿热泵干化系统上做到了更加的小巧,操作也更简单、能效比超高。

设备优势:
Ø 安全性
新增污泥除湿热泵干化系统不影响原污泥处理系统的安全运行。
污泥除湿干化系统满足污泥烘干的需求量并留有设计安全余量。
污泥在70℃以下低温干化,颗粒温度低于70℃,无粉尘、无爆炸危险。
污泥出料温度低(<50℃),无需冷却,可直接储存。
Ø 技术先进性
采用先进的除湿热泵冷凝除湿技术,效率高,运行可靠,可将最高85%含水率污泥直接干化至20%,无需分段处置。
采用先进的低温烘干除湿工艺,无废气、废尘外排。
采用先进的自动控制技术,设备集中监控,可设置、调节污泥烘干后的含水率。
在线监测烘干机运行状态、污泥输入状态。
烘干系统、污泥输送系统设置可靠的监控报警及保护系统;并通过触摸屏监视污泥输送设备运行状态及报警信息。
干化过程有机份无损失,无需另外添加其他成分,干料热值高,适合后期资源化利用。
Ø 经济性
在满足设备使用技术要求的前提下,优先选用国产优质产品。
综合考虑设备初期投资和后期运行费用,做到综合费用最低。
采用热泵热回收技术,密闭式干化模式无废热排放。
Ø 节能环保
在满足工艺要求前提下,优先选用《国家重点节能技术推广目录》中的技术、工艺。在满足设备要求的前提下,优先选择低功耗设备,优先选择《国家节能产品目录》、《节能产品惠民工程》中的产品。
禁止使用国家高能耗产品目录中的产品。
采用低温全封闭干化模式,无臭气外溢,无需安装复杂的除臭装置。
采用低温干化过程,H2S、NH3析出量大大减少。
冷凝水(污泥水份)处置简单,节约干化过程冷凝水处理成本。
Ø 稳定、可靠
除湿热泵污泥干化系统主要部件采用国际及国内知名制造商产品。
设置全自动运行,节约大量人工成本。
设备参数:
设备名称:除湿热泵污泥箱式低温干化一体机(日出水量最大为1000KG/D)
设计规模:含水率在65%的污泥2t/d(干化到含水率35%左右)
额定除湿能力:1000KG/D 水
脱水后污泥含水率:35%左右(可在30%-50%之间调整)
干燥模式:密闭式除湿干化
干化热源:低温除湿热泵冷凝热
设备特点:
² 无需人工成本;
² 采用触摸屏控制,操作简单方便;
² 采用变频无极变速,可自由调节污泥含水率;
² 采用不锈钢等耐腐材料、使用寿命长;
² 运行过程无机械磨损,使用寿命 15 年以上;
² 易损、易耗件少,使用管理方便;
² 采用负压方式,水分更容易析出,能效比大幅提高,同行领先水平;
² 所有电控系统部件全部为进口部件,世界一流品牌,稳定可靠。
² 封闭系统干化,对环境影响最小,同时内部干 化温度低,挥发量 VOCs 少并随冷凝水排放
² 压缩机室与内部干化循环风严格隔离,避免循环空 气中挥发 VOCs 造成安全隐患