致力于污泥低温干化系统研发与智造
全国咨询热线:技术:18765683336
有限公司")

RTO(蓄热式氧化炉)应用调研分析研究
摘要:通过调研RTO(蓄热式热氧化炉)装置处理VOCs(挥发性有机物)的应用实例,对比分析了VOCs处理效果及存在问题,结合RTO处理VOCs原理及相关规范,指出采用RTO方法的优点及需要完善改进之处,为RTO装置的建设和运营提供指导意见.在一定VOCs浓度区间范围内,随着VOCs浓度的升高,RTO对VOCs去除率呈上升趋势,RTO对VOCs的绝对去除量有保障.RTO装置比较适合处理VOCs浓度为1000~8000 mg/m3的废气,三室式RTO装置可以兼顾到处理效率和经济性要求,现有主流三室式RTO比较适宜的VOCs废气处理量为10000~30000 m3/h.
VOCs排放量已接近或超过NOx排放量,年排放量超过2 000万吨 ,在未来相当长的时期内,VOCs肯定是监管和处理重点。VOCs主要来源于溶剂的产生和使用部门,还有化工和医药生产、燃料油的运输和装卸、垃圾贮存、燃料燃烧和机动车尾气排放等过程 J。许多VOCs具有神经、肾脏和肝脏毒性,甚至有致癌作用,能损害血液成分和心血管系统,诱发免疫系统疾病、内分泌系统及造血系统疾病。同时,VOCs也是参与大气光化学反应过程的重要污染物之一,是形成光化学烟雾和PM2.5的重要前体物之一 。
目前VOCs废气有多种处理方法,主要包括冷凝回收、高沸点溶剂吸收、活性炭吸附、焚烧处置等。根据VOCs废气产生特点及经济性,RTO(蓄热室氧化器)技术具有净化效率高、污染物分解彻底、换热效率高、节能、阻力低、风机装机功率小等优点 ,对处理VOCs有着较广泛的应用前景。
1 RTO技术浅析
RTO(蓄热式热氧化炉)与传统的催化燃烧、直燃式热氧化炉相比,具有热效率高(大于等于90%)、运行成本低、能处理大风量低浓度(相对于废气排放而言)。RTO装置有两室、三室以及多室装置,两室RTO置VOCs的去除率在95% 一98%,三室RTO装置VOCs去除率可达到98%以上。
1.1 RTO原理
两室RTO没有吹扫工序,在进行阀门切换时,部分VOCs废气没有经过处理直接排放,从而降低了VOCs的去除效率。多室RTO是在废气量非常大的情况下,为保证废气进气的均匀性,增加了同时进气和出气的蓄热室数量。目前三室RTO是主流实用装置,较好的兼顾了效率和投资成本。
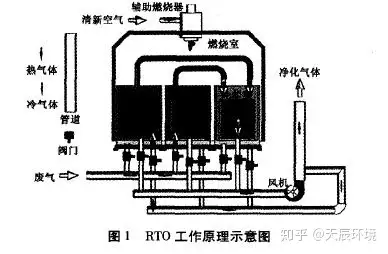
三室RTO运行原理:三室RTO主体结构由燃烧室、三个陶瓷填料床和六个切换阀组成,当有机废气进入陶瓷床1后,陶瓷床1放热,有机废气被加热到一定温度后进人燃烧室燃烧,同时产生的高温气体通过陶瓷填料床2,陶瓷床2吸热蓄热,高温气体被填料床2冷却后,经过切换阀门排放,填料床3进行吹扫,以保证原进人填料床3而未反应的废气进入燃烧室燃烧,而不是直接排放;经过一段时间后,阀门切换,废气从填料床2进入,填料床2放热,填料床3蓄热,填料床1进行吹扫;然后在填料床3进气,填料床1蓄热,填料床2进行吹扫;这样周期性地切换,就可连续处理有机废气。其工作原理示意图见图1。
1.2 RTO安全预处理措施
由于RTO装置常采用明火进行工作,容易产生爆炸事故,是使用RTO装置比较关心的问题。
废气的安全预处理措施主要包括:
(1)浓度控制:为安全起见,防止爆炸或火灾,废气中VOCs的浓度通常应控制在25%LEL(爆炸浓度下限)以下;
(2)回火控制:为防止回火,在设计管道尺寸时应使废气的最低流速始终大于回火速度,而且选取适当的安全系数;
(3)安全措施:可以采取设置文丘里阻火器、回火防止器、安全液封、空气稀释、无回火喷射等安全控制措施;
(4)报警连锁:设置爆炸或回火报警仪及安全联锁控制系统。
1.3 RTO装置的优缺点
RTO装置经过多年的运行及改进发展,表现出一定的优缺点。其优点主要有:(1)几乎可以处理所有含有机化合物的废气,可以处理风量大、浓度低(相对于直燃焚烧炉)的有机废气;(2)可以适应废气中VOCs的组成和浓度的变化、波动;(3)对废气中夹带少量灰尘、固体颗粒不敏感;(4)在所有热力燃烧净化法中热效率最高(>90%);(5)在合适的废气浓度条件下无需添加辅助燃烧而实现自供热操作;(6)净化效率高(三室>98%,两室95% ~98%),维护工作量少,操作安全可靠;(7)有机沉积物可周期性地清除,蓄热体可更换;(8)整个装置的压力损失较小(RTO装置系统总压力损失一般<3 000 pa,随所用蓄热体的结构类型、气体速度而变),装置使用寿命长。
主要缺点有:
(1)装置重量大(因为采用陶瓷蓄热体)、容积大;
(2)要求尽可能连续操作;
(3)投资费用相对较高;
(4)对于大风量、低浓度废气而言,运行费用仍然偏高;
(5)存在一定的火灾爆炸风险,国产仪表质量不过关,国外品牌价格贵。
1.4 RTO运行中出现的问题
根据RTO调研情况,处置含石油醚废气的RTO装置和处置含异丙醚废气的RTO装置发生过多次爆炸事故,虽然处理浓度明显低于爆炸下限。经分析,石油醚和异丙醚具有闪点低、挥发性强的特点,因此RTO处理VOCs废气,须关注低闪点物质(石油醚、异丙醚、乙醚、环已烷等);建议低闪点VOCs不进入RTO处理装置,单独采用碳纤维吸附方式处理。
根据调研分析,目前RTO装置运行控制参数比较单一。目前主要监控的运行参数为燃烧室温度,进气VOCs浓度在线监测仪器反馈的数据不准确,从而不能预先确定助燃燃料的助燃量,这就造成燃烧室温度出现波动。在VOCs浓度过高时出现燃烧室温度过高现象,可能会造成蓄热体的破坏,降低RTO装置的使用寿命。目前RTO国产仪表质量不过关,大多不能够满足运行管理要求。
采用RT0装置处理VOCs废气单位多为危化品生产或使用企业,使用过程中特别担心出现爆炸。由于RTO装置的运行研究、设计规范和在线监控数据比较欠缺,出于安全考虑,目前RTO装置运行企业对接入VOCs废气的类别及浓度比较保守。
1.5 RTO运行经验参数
根据RTO装置运行情况调研情况及相关资料,三室式RTO装置可以兼顾到处理效率和经济性要求;目前,一般设计废气处理风量为10 000~30 000m3/h时,占地面积、设计、材料要求、设备安装、运行控制等方面比较适用,特别小风量和大风量都不适合采用三室式RTO。
之间,助燃燃料为天然气或柴油或废溶剂。要求进入RTO装置的VOCs废气浓度在1 000—8 000 mg/m3才具有明显的经济可行性;据相关资料分析,VOCs浓度达到2 000 mg/m3以上时,RTO装置不使用助燃燃料也可正常运行。故为配套RTO装置的正常稳定运行,必须对收集VOCs的收集系统进行密闭、合理、系统化设计,进而保证综合进人RTO装置的VOCs废气浓度在合适的范围内。
RTO装置设计燃烧室温度在850oC以上,实际运行温度在720℃以上,在保证VOCs去除率的前提下,适当降低燃烧室温度可以减少助燃燃料使用量,降低运行费用。RTO装置热利用效率在90%以上,三室RTO的VOCs去除率可达到99% 以上。RTO整个系统的压力损失一般小于3 000 Pa。
2 RTO应用案例分析
目前VOCs废气主要采用喷淋、活性炭吸附技术进行末端治理,但随着RTO技术的发展和国产设备的成熟,采用RTO处理VOCs废气越来越受到青睐,这主要是RTO具有应用广泛性、分解彻底性、去除效率高、经济可接受性强等优势。
2.1 RTO装置运行数据调研
为了解RTO装置实际运行效果及VOCs去除率,对不同企业的RTO装置竣工环保验收监测数据进行了收集。调研的4家企业RTO装置数据见表1。
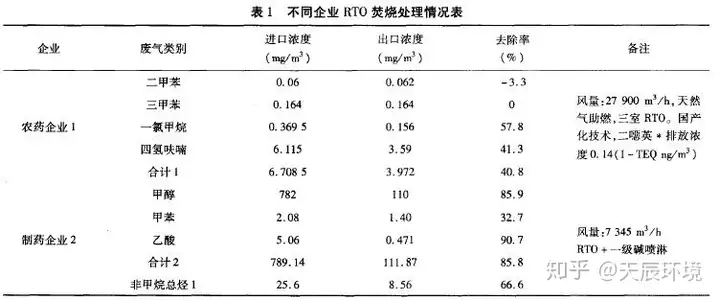
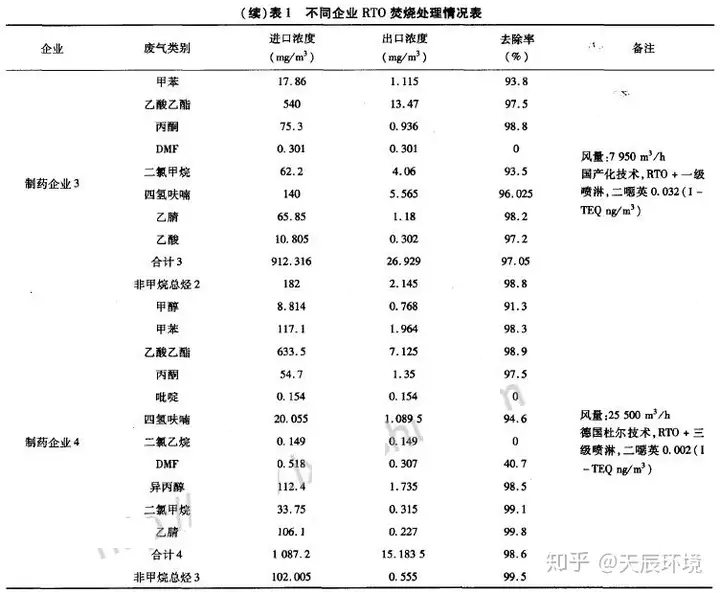
目前RTO装置较多应用化工制药行业,接入RTO装置的VOCs类别较多,RTO装置对多种VOCs废气均有一定去除率。
2.2 RTO装置数据分析
首先,对VOCs综合废气去除情况进行分析,对调研4家企业的VOCs废气进行加和统计,并按RTO装置进口VOCs浓度从低到高进行排序,分析RTO装置进口浓度变化时VOCs的去除率,数据分析情况如图2所示。
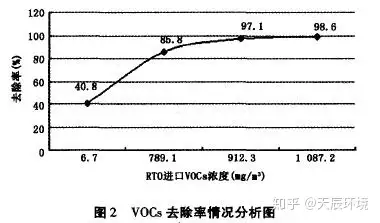
从图2中可以看出,随着RTO装置进口VOCs浓度的升高,VOCs去除率逐步升高,进口浓度到达900 ms/m3时,VOCs去除率接近理论去除率(99%)。这充分说明,随着VOCs废气浓度的升高,RTO装置对VOCs的绝对去除量有保证,从VOCs的绝对去除量方面考虑,RTO装置具有很明显的优越性。
根据萧琦、姜泽毅等的研究 ,焚烧炉出口总VOC浓度随焚烧炉人口总VOC浓度呈线性变化;焚烧炉破坏去除率随焚烧炉人口总VOC浓度升高略有升高,破坏去除率基本保持在95%左右。在一定的焚烧温度下,破坏去除率理论上不受人口总VOC浓度影响;实际应用中破坏去除率随焚烧炉入口总VOC浓度升高而略有升高,可能是由于高浓度下焚烧炉内温度场更均匀所致。而焚烧炉出口总VOC浓度随焚烧炉人口总VOC浓度呈线性变化,说明装置出口未经处理的VOC可能主要是由换向阀门处的泄露导致。该研究RTO装置的VOCs范围为2 000~6 000 mg/m3,阀门泄露量为总流量的2.24% 。实际调研为三室RTO,根据设计方案阀门漏风量在1% 以下,故理论VOCs去除率可接近99% ;从漏风率方面考虑,调研RTO去除率高于萧琦、姜泽毅等研究RTO装置的VOCs去除率。
2.3 RTO应用小结
根据RTO实际运行数据及相关资料分析,RTO具有VOCs去除率比较高,自动化程度高,运行操作管理方便等优点,但同时也有一定的限制约束条件。从安全性、经济性和VOCs去除效果方面考虑,RTO装置比较适合处理VOCs浓度为1 000~8 000mg/m3的废气;浓度过低,去除效率降低,且需要较多的助燃燃料,经济性降低;浓度过高,超出RTO设计温度,容易破坏蓄热体,甚至出现火灾事故。
3 结语
(1)根据调研RTO装置对VOCs的去除数据分析,随着VOCs废气浓度的适度提高,RTO装置对VOCs的绝对去除量越有保证,从VOCs的绝对去除量方面考虑,RTO装置具有很明显的优越性,可保证VOCs的绝对排放量控制在一定的范围内,杜绝稀释排放现象。
(2)随着RTO装置进口VOCs浓度的适度升高,VOCs的去除率逐步提高,进口浓度到达900mg/m3时,VOCs去除率接近理论去除率(99%)。VOCs浓度过低(如6.7 mg/m3)时,RTO对VOCs的去除率明显降低,这可能与少量助燃燃料未燃烧排放有关。
(3)三室式RTO装置可以兼顾到处理效率和经济性要求,若设计VOCs废气处理量在10 000—30 000 m3/h,浓度在1 000—8 000 mg/m3时,同时做到低闪点物质不进人RTO装置,RTO是一种非常可靠适用的VOCs废气处理方法。