致力于污泥低温干化系统研发与智造
全国咨询热线:技术:18765683336
有限公司")

简介:
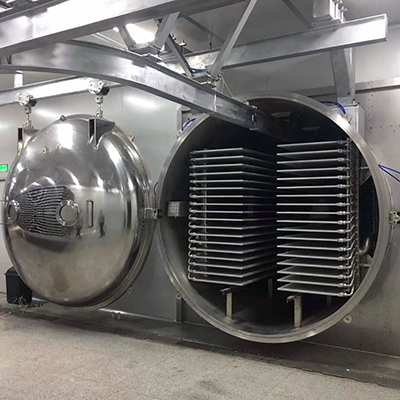
污泥余热污泥系统,解决了传统设备能耗高、效率低、二次污染等问题,采用全密封结构,循环利用热量,并采用负压设计,真正做到了低能耗、高效率、无臭气、无粉尘、无安全风险,减量可达80%以上,污泥含水率可降至10%以下,适用于更加苛刻的污泥烘干减重处理,便于后期资源循环利用,广泛应用于电镀、制药、钢铁、石油、化工、印染、皮革等行业。
设备优势特点:
安全性
新增污泥余热干化系统不影响原污泥处理系统的安全运行。
污泥余热干化系统满足污泥烘干的需求量并留有设计安全余量。
污泥在70℃以下低温干化,颗粒温度低于70℃,无粉尘、无爆炸危险。
污泥出料温度低(<50℃),无需冷却,可直接储存。(含磷除外)
技术先进性
采用先进的余热烘干技术,效率高,运行可靠,可将最高85%含水率污泥直接干化至10%,无需分段处置。
采用先进的余热低温烘干工艺,无废气、废尘外排。
采用先进的自动控制技术,设备集中监控,可设置、调节污泥烘干后的含水率。
在线监测烘干机运行状态、污泥输入状态。
烘干系统、污泥输送系统设置可靠的监控报警及保护系统;通过在污泥料斗里设置物位计来检测物料的满料、缺料,从而控制污泥输送系统的启/停,并通过触摸屏监视污泥输送设备运行状态及报警信息。
干化过程有机份无损失,无需另外添加其他成分,干料热值高,适合后期资源化利用。
经济性
在满足设备使用技术要求的前提下,优先选用国产优质产品。
综合考虑设备初期投资和后期运行费用,做到综合费用最低。
采用热泵热回收技术,密闭式干化模式无废热排放。
节能环保
在满足工艺要求前提下,优先选用《国家重点节能技术推广目录》中的技术、工艺。在满足设备要求的前提下,优先选择低功耗设备,优先选择《国家节能产品目录》、《节能产品惠民工程》中的产品。
禁止使用国家高能耗产品目录中的产品。
采用低温全封闭干化模式,无臭气外溢,无需安装复杂的除臭装置。
采用低温干化过程,H2S、NH3析出量大大减少。
冷凝水(污泥水份)处置简单,节约干化过程冷凝水处理成本。
稳定、可靠
余热污泥干化系统主要部件采用国际及国内知名制造商产品。
设置全自动运行,节约大量人工成本。
冷却塔设置有补水功能。
流程:
Ø 污泥:湿污泥料仓--污泥输送--热泵干化主机—出料水平螺旋—后继输送业主负责。
Ø 热干化主机—冷凝水—排水管—处理站
Ø 微量废气:进料口、出料口—接入现除臭系统