致力于污泥低温干化系统研发与智造
全国咨询热线:技术:18765683336
有限公司")

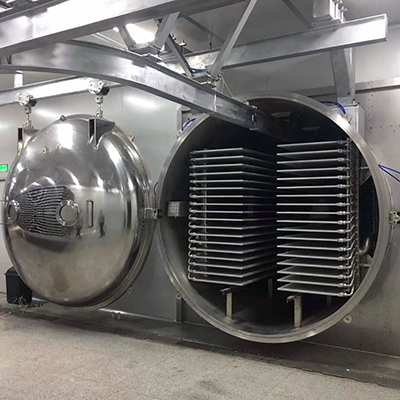
药品冻干机作为无菌生物制剂的关键设备,其三项性能指标关系到产品的质量,如冻干机的冲洗杀菌效果与产品杂质混进、无菌要求方面息息相关。板层温控性能也直接影响产品冻干过程的成型及药品的水分含量。目前,2010版药品生产和质量管理规范和药品MP指南中规定,药品生产采用的关键设备,加装和调试完成后,在投入生产前及运行一定时间后必须对其性能展开确认,以确保设备性能仍能符合工艺市场需求。
药品冻干机拥有众多的特点和优势:
1、适用于于热敏性物质。因为整个过程在低温下展开,所以对于许多热敏性的物质特别适用于,不能出现变性或失去生物活力。因而,在医药行业中获得了广为地应用领域。
2、物质损失小。在低温下潮湿时,物质中的许多挥发性成分损失不大,适宜许多化学产品,药品和食品的潮湿。
3、维持物质形状。在冷冻潮湿过程中,微生物的生长和酶的作用无法展开,体积基本上不变,维持了原本的结构,不能出现铀现象,氧气也很少。因而,药品冻干机能维持原本的性状,不能水解,也不能改变物质构造。
4、物质容易熔化。潮湿后的物质增生多孔,呈海绵状,搅拌后熔化迅速而*,基本上立即答复原本的性状。
5、物质中长期留存。潮湿能排除95-99%以上的水分,使潮湿后的产品能中长期留存而不至于变质。因而,冷冻潮湿目前在医药工业、食品工业、科研和其他部门都获得了广为的应用领域。
在这些众多的特点和优势和持续提升的医药市场需求助力下,药品冻干机市场规模的不断扩大。为更好地占据市场,有医药装备企业秉持改革与技术创新的理念,引进*技术并展开再技术创新,研发出基于风险控制理念,绿色节能环保为主题的新型能药品冻干机,以促进及提升国内行业标准、质量的发展。
业内人士表示,中国药品冻干机市场的未来发展乐观,要想把握机遇,相关企业还是要从生产、技术、质量、检验等多角度、全方位理解全流程,设备技术的发展方向。
在医药政策、市场市场需求的促进下,目前,国产冻干机与*冻干机的差距不断增大,许多企业独立自主研发的冻干机不仅具有较高的产品质量,还获得各地重点实验室,医疗机构和制药企业的广为采用,颇受科研、医药及食品行业人员的亲睐。